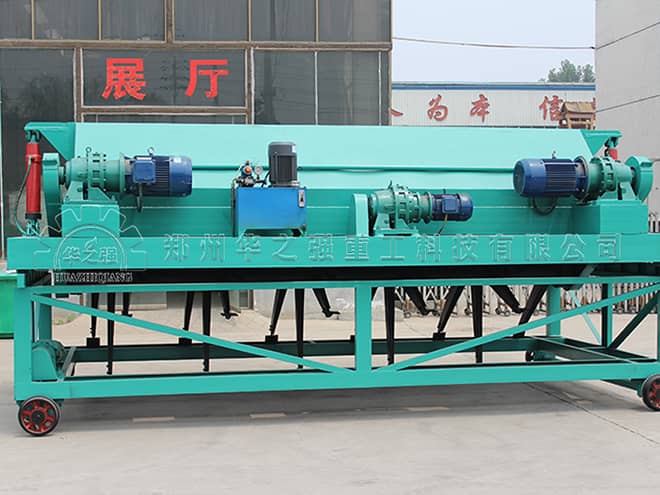
对辊挤压造粒机的造粒机强度有哪些因素有关?
对辊挤压造粒机在化工、肥料、饲料等众多行业广泛应用,其生产的颗粒强度直接关系到产品的质量、储存稳定性以及后续加工和使用性能。了解影响对辊挤压造粒机颗粒强度的因素,对于优化造粒工艺、提高产品质量具有重要意义。
一、设备相关因素
辊筒压力
辊筒压力是影响颗粒强度的关键因素之一。在对辊挤压造粒过程中,物料在两个相对转动的辊筒之间受到强大的挤压力,从而被压缩成颗粒状。较高的辊筒压力能够使物料颗粒之间更加紧密地结合,增加颗粒内部的分子间作用力,进而提高颗粒强度。研究表明,当辊筒压力从 10MPa 增加到 20MPa 时,颗粒的抗压强度可提高 30% - 50%。然而,过高的压力可能会导致设备磨损加剧、能耗增加,甚至可能使物料过度压实,影响颗粒的孔隙结构,降低产品的某些性能。因此,需要根据物料特性和产品要求,合理调整辊筒压力,在保证颗粒强度的同时,兼顾设备的运行成本和使用寿命。
辊筒表面粗糙度
辊筒表面粗糙度对颗粒强度也有显著影响。表面较为粗糙的辊筒,在挤压物料时,能够与物料之间产生更大的摩擦力,使物料在辊筒间的移动更加稳定,有利于物料的压实和成型。同时,粗糙的表面还能使物料颗粒与辊筒表面之间形成一定的机械咬合,增强颗粒的成型效果,从而提高颗粒强度。例如,采用经过特殊处理、表面粗糙度为 Ra3.2 - Ra6.3μm 的辊筒,相较于表面光滑(Ra0.8 - Ra1.6μm)的辊筒,生产出的颗粒强度可提高 10% - 20%。但如果辊筒表面过于粗糙,可能会导致物料在辊筒表面粘附,影响生产效率,并且在颗粒表面留下明显的痕迹,影响产品外观质量。
模具设计
模具是对辊挤压造粒机的核心部件之一,其设计直接影响颗粒的形状、尺寸以及强度。模具的模腔形状和尺寸应根据所需颗粒的形状和大小进行合理设计。例如,对于圆柱形颗粒,模腔的直径和深度要精确控制,以确保颗粒在成型过程中受力均匀,从而获得较高的强度。此外,模具的脱模角度也很重要,合适的脱模角度能够使成型后的颗粒顺利从模具中脱出,避免因脱模困难而导致颗粒损坏或强度降低。一般来说,脱模角度在 3° - 5° 较为合适。同时,模具的材质和制造精度也会影响颗粒强度,优质的模具材料和高精度的制造工艺能够保证模具在长期使用过程中的稳定性和可靠性,从而确保颗粒强度的一致性。

二、物料相关因素
物料粒度分布
物料的粒度分布对颗粒强度有重要影响。较细的物料颗粒在挤压过程中能够更好地填充空隙,相互之间的接触面积更大,有利于形成紧密的堆积结构,从而提高颗粒强度。然而,如果物料粒度过于细小,可能会导致物料的流动性变差,在喂料过程中容易出现堵塞现象,影响生产效率。相反,较大粒度的物料颗粒在挤压时,颗粒之间的空隙较大,难以形成紧密的结合,颗粒强度相对较低。因此,理想的物料粒度分布应是粗细颗粒搭配合理,既能保证物料的良好流动性,又能使颗粒在挤压过程中形成紧密的结构。一般来说,物料粒度在 0.1 - 2mm 之间较为适宜,其中细颗粒(小于 0.5mm)的比例应控制在 40% - 60%。
物料湿度
物料湿度是影响对辊挤压造粒机颗粒强度的另一个重要因素。适当的湿度能够使物料颗粒表面形成一层薄薄的水膜,在挤压过程中,这层水膜起到润滑作用,有助于物料在辊筒间的流动和压实。同时,水分还能促进物料颗粒之间的化学反应,增强颗粒之间的结合力。通常情况下,物料湿度在 10% - 20% 时,颗粒强度较高。当物料湿度过低时,物料颗粒之间的摩擦力增大,流动性变差,难以被压实,导致颗粒强度降低。而湿度过高,物料会变得过于黏软,在挤压过程中容易出现粘辊现象,影响颗粒的成型质量,并且过高的水分在颗粒干燥后会留下较多的孔隙,降低颗粒强度。
物料成分
物料的化学成分和物理性质对颗粒强度起着决定性作用。不同的物料具有不同的分子结构和化学活性,其在挤压过程中的行为也各不相同。例如,含有较多粘性成分(如淀粉、蛋白质等)的物料,在挤压过程中能够形成较强的分子间作用力,使颗粒具有较高的强度。而对于一些脆性物料(如某些矿石),则需要通过添加适当的粘结剂来提高颗粒强度。此外,物料的硬度、弹性模量等物理性质也会影响颗粒强度。硬度较高的物料在挤压时需要更大的压力才能使其变形和压实,而弹性模量较大的物料在卸压后更容易发生弹性回复,影响颗粒的成型和强度。因此,在选择物料和设计配方时,需要充分考虑物料的成分和性质,以确保生产出具有合适强度的颗粒产品。
三、工艺相关因素
喂料速度
喂料速度对颗粒强度有一定影响。稳定且适宜的喂料速度能够保证物料在辊筒间均匀分布,使每个颗粒在挤压过程中受到的压力一致,从而获得均匀的强度。如果喂料速度过快,物料在辊筒间来不及充分压实,颗粒内部会存在较多的空隙,导致强度降低。相反,喂料速度过慢,会影响生产效率,并且可能使物料在辊筒间停留时间过长,受到过度挤压,导致颗粒表面出现裂纹或变形,同样影响颗粒强度。一般来说,喂料速度应根据设备的生产能力、物料特性以及所需颗粒强度进行合理调整,以确保生产过程的稳定性和产品质量。
挤压时间
挤压时间是指物料在辊筒间受到挤压作用的持续时间。较长的挤压时间能够使物料颗粒之间的结合更加充分,有利于提高颗粒强度。在实际生产中,可以通过调整辊筒的转速来控制挤压时间。较低的辊筒转速意味着物料在辊筒间的停留时间较长,挤压时间相应增加。然而,辊筒转速过低会降低生产效率,因此需要在保证颗粒强度的前提下,选择合适的辊筒转速,以平衡生产效率和产品质量。例如,对于一些对颗粒强度要求较高的产品,可以适当降低辊筒转速,延长挤压时间;而对于强度要求相对较低的产品,则可以提高辊筒转速,提高生产效率。
后处理工艺
后处理工艺对颗粒强度的影响也不容忽视。常见的后处理工艺包括干燥、冷却、筛分等。干燥过程能够去除颗粒中的水分,进一步提高颗粒的强度和稳定性。但如果干燥温度过高或时间过长,可能会导致颗粒内部的水分迅速蒸发,产生较大的内应力,使颗粒出现裂纹或变形,降低强度。因此,需要根据颗粒的特性和产品要求,合理控制干燥温度和时间。冷却过程能够使颗粒在常温下稳定其内部结构,防止因温度变化导致的强度下降。筛分过程则可以去除颗粒中的不合格产品,保证产品质量的一致性。此外,一些特殊的后处理工艺,如表面涂层、固化处理等,也可以显著提高颗粒强度。例如,对颗粒表面进行有机涂层处理,可以在颗粒表面形成一层保护膜,增强颗粒的耐磨性和抗冲击性,提高颗粒强度。
对辊挤压造粒机的颗粒强度受到设备、物料和工艺等多方面因素的综合影响。在实际生产过程中,需要深入了解这些因素之间的相互关系,通过合理选择设备参数、优化物料配方和控制生产工艺,来实现对颗粒强度的有效控制,生产出满足不同应用需求的高质量颗粒产品。
- 有机肥整条产线交钥匙工程_厂家上门安装调试2026-06-08
- 从粉碎、搅拌到造粒、烘干、冷却、筛分、包装,一条产线全搞定,省心2026-06-04
- 颗粒光滑!新型对辊表面处理技术,颗粒成品光滑圆润2026-06-02
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 鸡粪有机肥生产线专用设备:哪些机器针对高湿高粘物料优化过?2026-06-27
- 苗木缓释颗粒有机肥,湿法造粒工艺提升溢价2026-06-26
- 有机肥造粒设备对辊和转鼓哪个好用?区别是什么?2026-06-25
- 有机肥造粒工艺——转鼓造粒颗粒圆润、对辊造粒硬度高2026-06-24
- 规模化颗粒肥生产:大型抛圆机产量与选型参数2026-06-23