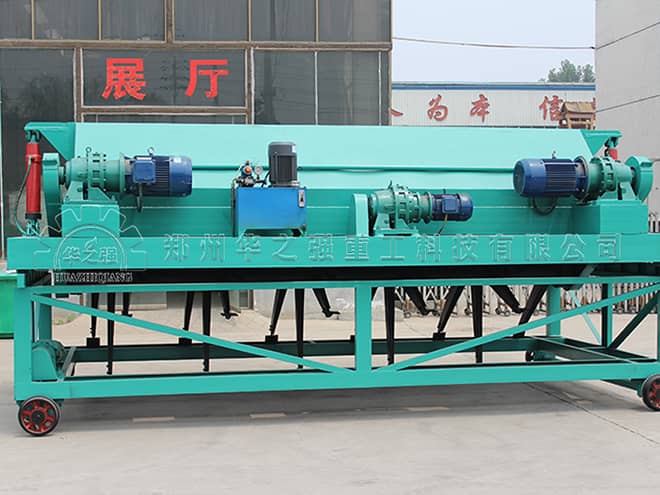
搅齿造粒机出料不成型、颗粒强度低?一招教你调好
在有机肥、复合肥等颗粒肥料生产中,搅齿造粒机因造粒效率高、适应性强,成为不少厂家的核心设备。但实际生产中,“出料不成型、颗粒强度低” 是高频问题 —— 要么颗粒松散易碎,要么出现 “粉末团”“不规则块状”,不仅影响成品外观,还会导致包装运输损耗大、客户投诉率上升。其实,这类问题并非设备故障,多数源于参数调节不当。本文将拆解问题根源,教你通过 “关键参数精准调节”,快速解决搅齿造粒机的成型难题。

一、先找根源:搅齿造粒机 “成型差” 的 3 大核心原因
要调好设备,先得明白 “出料不成型、强度低” 的本质 —— 要么是物料状态不达标,要么是设备参数不匹配,要么是辅助系统没跟上。具体可归纳为以下 3 类:
(一)物料基础:含水量、配比 “差一点”,成型 “差一截”
含水量过高或过低:这是最常见的原因。含水量低于 15% 时,物料过于干燥,颗粒间粘性不足,易松散;含水量高于 22% 时,物料易粘在搅齿、造粒腔内壁,形成 “团块状”,无法形成均匀颗粒。
原料配比失衡:若物料中 “粘性成分”(如腐殖酸、淀粉渣)占比低于 20%,或 “填充料”(如粉煤灰、滑石粉)占比过高,颗粒缺乏 “粘结骨架”,强度自然上不去;反之,粘性成分过多,又会导致颗粒粘连。
物料细度不达标:原料粉碎细度不够(如秸秆粉、畜禽粪便颗粒直径超 2mm),搅齿无法将物料充分揉捻、包裹,颗粒内部易出现 “空隙”,受力后易破碎。
(二)设备参数:转速、间隙 “调错了”,成型 “没头绪”
搅齿转速不当:转速过低(低于 300r/min)时,物料在造粒腔内受剪切、揉捻的力度不足,无法形成致密颗粒;转速过高(高于 600r/min)时,物料受离心力过大,易被 “甩离” 搅齿,形成 “粉末状” 出料,或颗粒因过度摩擦而破碎。
搅齿与造粒腔间隙过大:正常间隙应控制在 5-10mm,若间隙超 15mm,物料会从间隙中 “溜走”,无法被充分挤压;间隙过小(低于 3mm),则会导致物料过度挤压,粘在腔壁,反而影响成型。
出料口开度不合理:出料口开度过小,物料在腔内停留时间过长,易被反复揉捻导致 “过干” 或粘连;开度过大,物料停留时间不足,未充分成型就被排出,颗粒松散。
(三)辅助系统:调质、润滑 “不到位”,成型 “拖后腿”
调质系统失效:若调质器(用于加热、加湿物料)蒸汽供应量不足,或搅拌桨卡死,物料无法实现 “预热、增湿” 的预处理,直接进入造粒机后,成型难度会大幅增加。
设备润滑不足:搅齿轴承、传动齿轮润滑不良,会导致搅齿转速不稳定(时快时慢),物料受力不均;严重时还会出现 “卡齿”,直接破坏颗粒形态。
二、核心解法:“3 步调节法”,快速解决成型难题
针对上述原因,无需复杂维修,只需按 “先调物料、再调设备、最后查辅助” 的顺序,通过 3 步精准调节,即可让搅齿造粒机恢复稳定成型:
第一步:优化物料状态,打好 “成型基础”
精准控制含水量:用 “手握成团、落地即散” 作为判断标准 —— 抓取少量物料,用力攥紧后能形成圆团,松手后轻轻一碰就散开,此时含水量约 18%-20%,是最佳状态。
含水量低:通过调质器缓慢加入 “雾化水”(而非直接淋水),每小时加水量控制在物料总量的 1%-3%,边加边观察,避免局部过湿。
含水量高:可在原料中掺入 5%-10% 的干燥填充料(如粉煤灰),或延长物料在烘干机中的停留时间,降低含水量至标准范围。
调整原料配比:确保粘性成分占比 20%-30%(如腐殖酸 25%+ 畜禽粪便 50%+ 填充料 25%),若粘性不足,可添加 1%-2% 的 “粘结剂”(如淀粉、羧甲基纤维素),提升颗粒粘结力;若粘性过高,适当增加填充料占比至 30%。
细化物料细度:将原料粉碎至 “80% 过 80 目筛”(颗粒直径≤0.18mm),尤其是秸秆、木屑等粗纤维原料,需通过二次粉碎确保细度,避免大颗粒影响成型。
第二步:匹配设备参数,找准 “成型关键”
校准搅齿转速:根据物料类型调整转速 ——
粘性物料(如腐殖酸为主):转速 350-450r/min,避免粘连;
干性物料(如粉煤灰为主):转速 450-550r/min,增强揉捻力度。
调节方法:通过设备变频器或皮带轮更换(增大皮带轮直径可降低转速,反之则提高),调整后开机试产,观察颗粒形态,若仍松散,可每次增加 50r/min,直至成型稳定。
调整搅齿与造粒腔间隙:停机后,用塞尺测量间隙,若间隙过大,松开搅齿固定螺栓,将搅齿向腔壁方向移动,直至间隙 5-10mm;若间隙过小,反向调整,调整后需手动转动搅齿,确保无卡顿。
控制出料口开度:初始开度调至 “能连续排出颗粒,且腔内无物料堆积” 为宜(通常为出料口总宽度的 1/3-1/2)。若颗粒松散,可适当调小开度(每次调小 5%),延长物料停留时间;若出现粘连,则调大开度,加快出料。
第三步:检查辅助系统,扫清 “成型障碍”
检修调质系统:打开调质器观察窗,检查搅拌桨是否转动灵活,若卡死,清理内部结块物料;检查蒸汽管道阀门,确保蒸汽压力稳定在 0.3-0.5MPa,若压力不足,排查锅炉或管道堵塞问题,确保物料在调质后温度达到 50-60℃(提升粘性)。
做好设备润滑:按设备说明书要求,向搅齿轴承添加锂基润滑脂(每 8 小时添加 1 次),向传动齿轮添加齿轮油(每月更换 1 次),润滑后开机空转 5 分钟,确保运转平稳,无异常噪音。
三、实战验证:某有机肥厂 “1 天调好” 的案例
山东某小型有机肥厂(日产量 50 吨)曾遇到 “搅齿造粒机出料全是粉末,颗粒强度为 0” 的问题,按上述方法调节后,1 天内就解决了问题:
第一步查物料:检测发现物料含水量仅 12%,且粉碎细度仅 40 目(颗粒超 0.45mm)。解决方案:通过调质器每小时加雾化水 1.5 吨(物料总量的 3%),同时将原料二次粉碎至 80 目。
第二步调设备:原搅齿转速 280r/min,间隙 20mm,出料口开度过大(80%)。调整为转速 450r/min,间隙 8mm,出料口开度 50%。
第三步查辅助:发现调质器蒸汽压力仅 0.1MPa,疏通蒸汽管道后压力升至 0.4MPa,物料调质后温度达 55℃。
调节后试产,颗粒成型率从 0 提升至 95%,颗粒抗压强度从 0 增至 2.5kg / 粒(用颗粒强度测定仪检测),完全满足客户对 “颗粒完整、无破碎” 的要求,包装损耗率从 15% 降至 3%。
四、预防技巧:日常维护 “3 个关键点”,避免反复出问题
解决问题后,日常维护更重要,做好以下 3 点,可大幅减少 “成型差” 的复发:
每日开机前 “3 检查”:检查物料含水量(用手握法快速判断)、搅齿间隙(用塞尺抽检)、润滑情况(观察油位计),发现问题及时处理,避免 “带病开机”。
每批次生产后 “1 清理”:停机后,用压缩空气清理造粒腔内残留物料,尤其要清除搅齿、出料口的粘连物料,防止下次生产时物料 “交叉污染” 或设备卡阻。
每月 “1 次全面检修”:检查搅齿磨损情况(若齿尖磨损超 3mm,及时更换)、造粒腔内壁光滑度(若有划痕,用砂纸打磨平整)、传动系统稳定性(紧固松动的螺栓),确保设备处于最佳状态。
五、总结:成型难题 “不难解”,关键在 “精准匹配”
搅齿造粒机 “出料不成型、颗粒强度低”,并非设备 “不行”,而是 “物料与设备没匹配好”。记住核心逻辑:先让物料达到 “能成型” 的状态,再让设备参数 “适配” 物料,最后用辅助系统 “保驾护航” 。按照 “3 步调节法” 操作,多数问题当天就能解决;再配合日常维护,就能让设备持续稳定产出高质量颗粒,减少损耗,提升收益。
如果调节后仍存在问题,可能是搅齿严重磨损、造粒腔变形等硬件故障,建议联系设备厂家进行专业检修,避免因自行拆解导致更大损坏。
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 对辊造粒机颗粒效果不达标的常见原因有哪些?2026-03-02
- 有机肥造粒产线发车现场2026-02-02
- 氯化铵对辊造粒机客户试机及造粒效果展示2026-01-08
- 从平模到双模,有机肥造粒设备演进史,设备升级赋能产业发展2026-04-01
- 圆盘造粒+挤压造粒一键切换!新型二合一造粒机到底怎么工作的?2026-03-31
- 大型复合肥厂必看:转鼓造粒机如何实现“稳产高产”2026-03-30
- 转鼓造粒机:专为大型复合肥厂设计,连续作业不卡顿2026-03-28
- 有机肥圆盘造粒机 - 畜禽粪便/秸秆颗粒成型专用设备2026-03-27