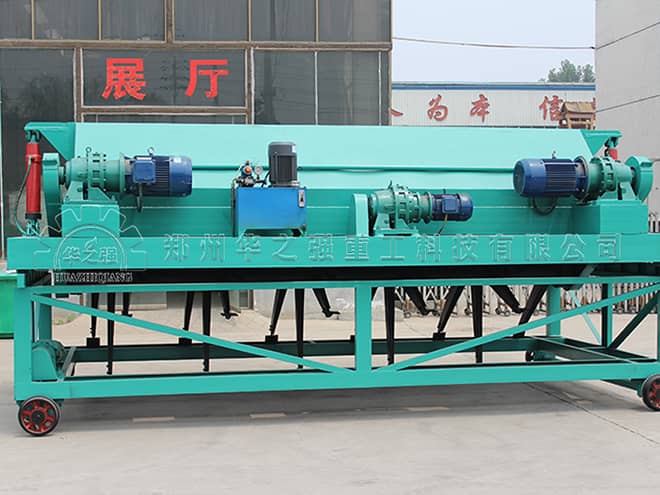
哪些原料适合用挤压造粒机?腐殖酸秸秆颗粒专用
挤压造粒机(以对辊挤压造粒机为主流)凭借 “干法造粒、无需烘干、颗粒强度高” 的优势,成为有机肥、复合肥生产的常用设备。但并非所有原料都适配挤压造粒,其核心适配逻辑是 “原料具备一定可塑性与抗压性,无需过多水分或粘结剂即可成型”。其中,腐殖酸、秸秆颗粒因特性契合,成为挤压造粒机的 “专用优势原料”。以下从通用适配原料、腐殖酸与秸秆颗粒专用适配性、造粒要点三方面展开,助您精准匹配原料与设备。
一、挤压造粒机通用适配原料:满足 “低湿、有塑性” 两大核心
挤压造粒机靠双辊高压挤压(压力 15-30MPa)将原料压入模孔成型,无需高温烘干或大量粘结剂,因此适配原料需满足两大特性:含水率 8%-18%(干法造粒区间)、具备一定塑性或纤维骨架,常见通用适配原料如下:
1. 发酵类有机原料
发酵禽畜粪:如发酵后羊粪(含水率 12%-15%、纤维含量 8%-12%)、发酵牛粪(含水率 15%-18%、纤维含量 15%-20%),发酵后原料形成疏松颗粒结构,挤压时易塑形且不易黏附模具,颗粒成型率≥90%,抗压强度 15-20N,适合作为基础有机肥原料。
餐厨垃圾腐熟料:餐厨垃圾经无害化处理后(含水率 10%-15%、有机质含量 40% 以上),富含油脂与胶质,具备天然塑性,挤压造粒时无需添加粘结剂,成品颗粒光滑,适合生产高端有机营养土配套颗粒肥。
2. 矿物类与化工类原料
矿物粉末:如磷矿粉(含水率 8%-12%、细度 80-100 目)、钾长石粉(含水率 10%-15%),这类原料硬度适中,挤压时可通过模孔塑形,常与有机肥混合生产有机无机复混肥,颗粒养分均匀度≥95%。
化工助剂:如尿素粉末(含水率≤1%)、氯化铵(含水率≤2%),这类高浓度氮肥易吸潮结块,挤压造粒可将其与有机肥混合压制成颗粒,避免运输过程中吸潮,同时提升肥效稳定性。

二、挤压造粒机专用原料:腐殖酸、秸秆颗粒的适配逻辑与优势
在众多适配原料中,腐殖酸与秸秆颗粒因 “特性高度契合挤压造粒原理”,成为专用优势原料,其适配逻辑与造粒优势具体如下:
1. 腐殖酸:天然塑性强,挤压造粒 “省粘结剂、强度高”
腐殖酸(尤其是风化煤腐殖酸、褐煤腐殖酸)是挤压造粒机的 “黄金原料”,核心适配优势体现在三方面:
特性契合:腐殖酸粉末(含水率 10%-12%、细度 60-80 目)具备天然胶体特性,塑性强且不易散碎,挤压时无需添加粘结剂(或仅需添加 0.5% 膨润土)即可成型,解决传统造粒 “粘结剂成本高、影响肥效” 的问题;
颗粒优势:高压挤压可使腐殖酸形成致密颗粒(粒径 3-5mm),抗压强度达 20-25N,比圆盘造粒机生产的腐殖酸颗粒强度高 30%,运输破碎率<3%,且颗粒缓释性能增强(腐殖酸释放周期延长至 60-90 天),适合作为缓释肥核心原料;
工艺适配:腐殖酸易吸潮但在 8%-12% 含水率下稳定性最佳,挤压造粒的干法工艺可避免水分超标导致的黏模问题,同时保留腐殖酸 95% 以上的活性成分(高温烘干会破坏 30% 以上活性基团)。
2. 秸秆颗粒:纤维骨架支撑,挤压造粒 “成型稳、不塌陷”
秸秆经粉碎、预处理制成的秸秆颗粒(或秸秆与其他原料混合料),是挤压造粒机的另一类专用原料,适配逻辑聚焦 “纤维骨架的支撑作用”:
原料预处理要求:秸秆需先经双轴粉碎机粉碎至粒径 2-3mm,再与少量发酵粪肥(按秸秆:粪肥 = 8:2 比例混合)调节含水率至 12%-15%,此时秸秆纤维形成交错骨架,挤压时可作为 “颗粒骨架” 防止颗粒塌陷,成型率从纯秸秆的 70% 提升至 92% 以上;
造粒优势:秸秆颗粒的纤维结构在挤压后保留完整,成品颗粒内部形成微小孔隙,吸水透气性强(比普通有机肥颗粒吸水速度快 2 倍),施入土壤后可改善土壤团粒结构,同时秸秆纤维可缓慢降解释放有机质,实现 “肥效 + 改良土壤” 双重作用;
专用场景:适合生产 “秸秆有机颗粒肥”,主打生态农业、有机种植基地,市场售价可比普通有机肥高 100-150 元 / 吨,且挤压造粒的干法工艺可避免秸秆纤维在湿法造粒中缠绕模具的问题。
三、腐殖酸、秸秆颗粒挤压造粒专用要点:设备与工艺适配
要实现腐殖酸、秸秆颗粒的高效造粒,需针对性优化设备选型与工艺参数,避免出现 “成型差、模孔堵塞” 问题:
1. 设备选型:优先选 “防黏、耐磨” 专用机型
模具材质:处理腐殖酸时,因腐殖酸有一定腐蚀性,需选 “Cr12MoV 不锈钢模具”(耐腐蚀性比普通高锰钢高 50%),模孔孔径 3-5mm(适配腐殖酸塑性);处理秸秆颗粒时,选 “带防滑纹的压辊模具”,增加压辊与秸秆纤维的摩擦力,避免打滑不出粒。
设备功率:腐殖酸密度大(1.2-1.5g/cm³),需选 15-22kW 电机的挤压造粒机(时产 2-3 吨),确保压力充足;秸秆颗粒密度小(0.8-1.0g/cm³),选 7.5-15kW 电机的机型(时产 1-2 吨)即可,避免功率过剩浪费能耗。
2. 工艺参数调控:精准匹配原料特性
腐殖酸造粒参数:压辊压力调至 22-25MPa(比普通原料高 5MPa),确保颗粒致密;进料速度按设备额定产能的 80% 设定(如时产 2 吨机型,进料速度 1.6 吨 / 小时),避免原料堆积黏模;若腐殖酸含水率低于 10%,可通过雾化喷淋补湿(每 100kg 原料补水 0.5-1kg),提升塑性。
秸秆颗粒造粒参数:压辊压力调至 18-20MPa(避免压力过高压碎纤维骨架),模孔长度选 20-25mm(比普通模孔长 5mm),延长秸秆纤维在模孔内的成型时间;混合原料时需确保秸秆与粪肥混合均匀(双轴搅拌机混合时间≥8 分钟),避免局部纤维过多导致堵塞。
四、不适配挤压造粒的原料:避开 “高湿、无塑性” 雷区
明确适配原料的同时,需避开不适配类型,避免设备损耗与效率低下:
高湿原料:含水率>20% 的鲜禽畜粪、未脱水的餐厨垃圾,高湿原料易黏附压辊与模具,导致模孔堵塞,需先经挤压脱水机降至 18% 以下再使用;
无塑性粉末:如纯粉煤灰(含水率 5%-8%、无黏性)、细沙土(无纤维或胶体),这类原料缺乏塑性与骨架支撑,挤压后颗粒易散碎(成型率<60%),需混合 30% 以上腐殖酸或发酵粪肥改善塑性;
高硬度块状原料:如未粉碎的矿石块(粒径>10mm)、大块秸秆结团,易损坏压辊表面,需先经粉碎、筛分预处理至粒径≤5mm。
总结:挤压造粒机 “专料专机”,腐殖酸秸秆颗粒适配性最优
挤压造粒机的适配原料核心是 “低湿、有塑性或骨架”,其中腐殖酸靠天然胶体特性实现 “无粘结剂高成型”,秸秆颗粒靠纤维骨架实现 “稳成型、高透气”,二者堪称挤压造粒机的 “专用原料”。实际生产中,需根据原料特性(如腐殖酸含水率、秸秆纤维含量)优化设备选型与工艺参数,同时避开高湿、无塑性原料,才能最大化挤压造粒机的效率与成品品质,尤其在生产腐殖酸专用肥、秸秆有机颗粒肥时,可实现 “降本增效、提升产品溢价” 的双重价值。
- 有机肥整条产线交钥匙工程_厂家上门安装调试2026-06-08
- 从粉碎、搅拌到造粒、烘干、冷却、筛分、包装,一条产线全搞定,省心2026-06-04
- 颗粒光滑!新型对辊表面处理技术,颗粒成品光滑圆润2026-06-02
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 小型对辊挤压造粒机免烘干占地面积小2026-07-03
- 专业有机肥造粒设备生产厂家 型号齐全 支持定制2026-07-02
- 新型有机肥造粒设备 干湿两用有机肥制粒设备2026-07-01
- 葡萄渣怎么做颗粒有机肥?生产线完整流程2026-06-30
- 平模造粒机压辊磨损到什么程度该换?肉眼判断的四个标准2026-06-29