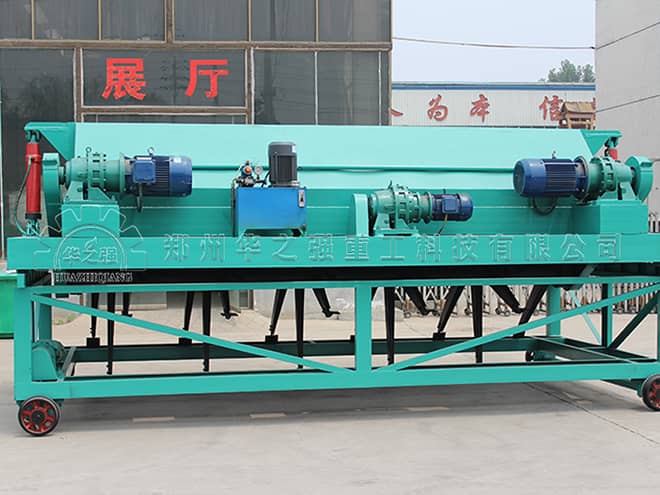
挤压造粒机出料呈片状或粉末状?模具孔径与物料水分调整方案
挤压造粒机(以对辊挤压造粒机为主)因 “无粘结剂造粒、颗粒密度高” 的优势,广泛用于有机肥干料造粒,但生产中常出现 “出料呈片状(厚度超 3mm,无规则形状)” 或 “粉末状(粒径<1mm,无法成型)” 的问题,成品合格率仅 60%-70%,严重浪费原料与能耗。多数情况下,这并非设备故障,而是 “模具孔径与物料水分不匹配”—— 孔径过大易导致片状出料,水分过低则颗粒松散成粉。以下从问题诊断、模具孔径匹配、水分调整三方面,提供可落地的解决方案,帮用户快速恢复合格颗粒产出。
一、先诊断:片状与粉末状出料的核心诱因
要针对性解决问题,需先明确两种不良出料形态的具体表现与对应原因,避免盲目调整:
(一)出料呈片状:多因模具孔径与压力不匹配
典型表现:颗粒厚度超 3mm(远超标准 1-2mm),呈不规则片状,部分颗粒边缘开裂,密度不足(<1.0g/cm³),易破碎;
核心原因:
模具孔径过大:若原料粒径≤2mm,却选用孔径 8mm 以上的模具,物料在挤压时无法充分填充孔道,易形成 “扁片”;
辊轮压力不足:对辊挤压压力<15MPa,物料仅表面受压,未形成致密颗粒,脱模后因内应力释放展开成片状;
模具孔道光洁度差:孔道内壁有毛刺或磨损(粗糙度 Ra>1.6μm),物料脱模时受阻,边缘被挤压变形呈片状。
(二)出料呈粉末状:多因物料水分过低或配方不当
典型表现:造粒后大量粉末(粒径<1mm 占比超 30%),少量成型颗粒也松散易粉化,无法满足包装与储存需求;
核心原因:
物料水分过低:含水率<25%(挤压造粒最优水分 28%-32%),物料缺乏黏性,挤压时无法团聚,易破碎成粉;
原料纤维含量过高:粗纤维(如秸秆粉)占比超 30%,且未粉碎彻底(纤维长度>3mm),挤压时纤维间无法紧密结合,形成松散颗粒;
模具孔径过小:原料粒径 1-2mm,却选用孔径 3mm 以下模具,物料无法顺利进入孔道,被辊轮碾压成粉。

二、关键一步:模具孔径与原料特性的精准匹配
模具孔径是决定颗粒成型形态的 “基础参数”,需按 “原料粒径、成品需求、设备压力” 三要素选择,避免 “大材小用” 或 “小材大用”:
(一)按原料粒径定孔径:确保物料能充分填充孔道
挤压造粒的核心逻辑是 “物料填充模具孔道后,经辊轮挤压成型”,原料粒径与模具孔径需满足 “1:3-1:5” 的比例,具体参考:
原料粒径(mm) | 推荐模具孔径(mm) | 适配原料类型 | 核心原因 |
0.5-1 | 3-5 | 腐熟有机肥粉、精细腐殖土 | 小粒径原料需小孔径,确保挤压致密 |
1-2 | 5-8 | 牛粪 + 秸秆混合粉(粉碎后) | 中等粒径原料适配中孔径,平衡成型与效率 |
2-3 | 8-12 | 干鸡粪、粗腐殖土(含少量纤维) | 大粒径原料需大孔径,避免堵塞孔道 |
例如:处理粉碎后粒径 1-2mm 的牛粪秸秆混合料,选用 5-8mm 模具孔径,物料可充分填充孔道,挤压后形成直径 5-8mm 的圆柱形颗粒,无片状或粉末;若错用 12mm 孔径,物料填充不足,易形成片状。
(二)按成品需求定孔径:兼顾应用场景与外观
不同应用场景对颗粒粒径的需求不同,需结合成品用途调整模具孔径:
大田施肥:优先选 8-12mm 孔径,颗粒较大(重量 0.5-1g),抗风蚀能力强,适合撒施;
果蔬大棚施肥:选 5-8mm 孔径,颗粒中等(重量 0.2-0.5g),可穴施或沟施,溶解速度适中;
育苗基质施肥:选 3-5mm 孔径,颗粒细小(重量<0.2g),避免烧苗,适合拌施。
(三)按设备压力定孔径:避免压力不足导致片状
不同规格的挤压造粒机辊轮压力不同,需匹配对应孔径,确保压力能充分作用于物料:
小型造粒机(时产 0.5-1 吨,压力 15-20MPa):适合 3-8mm 孔径,压力有限,过大孔径无法压实物料;
中型造粒机(时产 1-3 吨,压力 20-25MPa):适合 5-10mm 孔径,压力适中,可兼顾成型与效率;
大型造粒机(时产 3 吨以上,压力 25-30MPa):适合 8-12mm 孔径,高压可确保大孔径物料充分压实,避免片状。
若小型造粒机强行选用 12mm 孔径,即使原料匹配,也因压力不足导致片状出料,需更换为 8mm 以下孔径。
三、核心调整:物料水分的精准控制方案
物料水分是挤压造粒的 “黏性纽带”,需控制在 28%-32% 的最优区间,过高易粘模,过低则成粉,具体调整方法如下:
(一)水分检测:先明确当前水分状态
快速检测法:取少量物料(约 50g),用手紧握成团,松开后轻颠手掌:
成团不散,轻捏即碎:水分 28%-32%(最优);
成团后松手不散,捏之变形:水分>32%(过高,易粘模);
无法成团,一握即散:水分<28%(过低,易成粉);
精准检测法:用快速水分仪(精度 ±0.5%)检测,取 3 个不同位置的物料样品,取平均值,避免局部水分不均导致误判。
(二)水分过低(<28%):分步补水,避免局部潮湿
若物料过干导致粉末状出料,需通过 “雾化补水 + 混合均匀” 的方式提升水分,避免直接淋水导致局部水分超标:
设备改造:在挤压造粒机进料输送带上方安装 “双流体雾化喷头”(孔径 0.5-1mm),雾化颗粒直径<50μm,确保水分均匀附着在物料表面;
分步补水:按 “每小时补水 5-10kg” 的速度(时产 1 吨物料),每补水 30 分钟检测一次水分,直至达到 28%-32%,避免一次性补水过多;
混合辅助:若条件允许,在补水后增加 “卧式混合机”(搅拌时间 5-10 分钟),确保水分在物料中均匀分布,避免局部过干或过湿。
例如:时产 1 吨、水分 22% 的牛粪粉,需每小时补水约 8kg(目标水分 30%),通过雾化喷头分 2 小时补完,期间每 30 分钟检测,确保水分逐步提升至目标区间,粉末占比从 35% 降至 5% 以下。
(三)水分过高(>32%):适度干燥或补加干料
若物料过湿导致粘模或片状(部分因水分过高无法脱模,被辊轮碾压成扁片),需降低水分:
自然晾晒:适合小规模生产(日处理<5 吨),将物料摊成 5-10cm 厚的薄层,在通风阳光下晾晒,每 2 小时翻动一次,直至水分降至 30% 左右;
机械干燥:适合规模化生产,在进料前加装 “小型热风干燥机”(温度 60-80℃,风速 2-3m/s),通过热风带走多余水分,干燥后水分可精准控制在 28%-30%;
补加干料:若缺乏干燥设备,可按 “湿料:干料 = 10:1” 的比例补加干料(如烘干的秸秆粉、腐熟有机肥干粉,含水率≤15%),混合均匀后再造粒,快速降低整体水分。
(四)不同原料的水分微调技巧
不同原料的吸湿性与黏性不同,需在标准区间内微调,避免一刀切:
高纤维原料(秸秆粉占比>20%):水分可控制在 30%-32%,纤维需更多水分才能形成黏性,避免过干成粉;
高有机质原料(腐殖土占比>50%):水分控制在 28%-30%,腐殖土黏性强,过高易粘模;
含盐分原料(添加氮磷钾复混肥):水分控制在 27%-29%,盐分易吸潮,过高易导致颗粒结块。
四、辅助优化:其他提升颗粒成型率的技巧
若模具孔径与水分均匹配,仍出现少量片状或粉末,可通过以下辅助措施优化:
(一)模具维护:提升孔道光洁度与密封性
清理模具孔道:每天生产结束后,用专用通针(直径比模具孔径小 0.5mm)清理孔道内残留物料,避免物料结块堵塞,导致后续出料变形;
打磨孔道内壁:若孔道内壁有毛刺,用细砂纸(800 目以上)轻轻打磨,直至光洁度 Ra≤0.8μm,减少物料脱模阻力;
检查模具密封性:确保模具与辊轮的贴合间隙≤0.1mm,若间隙过大,物料会从间隙溢出,形成片状或粉末,需更换模具密封垫。
(二)辊轮压力调整:确保挤压充分
逐步升压测试:若怀疑压力不足,可按 “每次提升 1MPa” 的幅度增加辊轮压力,每次调整后运行 10 分钟,观察出料状态:
片状减少,颗粒致密:继续升压至无片状;
压力超 25MPa 仍有片状:需检查模具孔径是否过大,或原料是否过干;
压力均匀性检查:确保两侧辊轮压力一致(误差≤0.5MPa),若单侧压力低,会导致该侧出料呈片状,需调整压力调节阀,平衡两侧压力。
(三)原料预处理:提升物料团聚性
粉碎粒度控制:确保原料粒径均匀,最大粒径不超过模具孔径的 1/3(如 5mm 模具,原料最大粒径≤1.7mm),可通过更换粉碎机筛网(孔径 2mm 以下)实现;
添加少量粘结剂:若原料黏性极差(如纯干秸秆粉),可按 0.5%-1% 的比例添加淀粉或膨润土(环保粘结剂),提升物料团聚性,减少粉末产生。
五、实际案例:从片状 / 粉末到合格颗粒的调整过程
某有机肥厂用对辊挤压造粒机处理 “干牛粪 + 秸秆粉” 混合原料(时产 1 吨),初期出现 “70% 粉末(粒径<1mm)+20% 片状(厚度 3-5mm)” 的问题,调整步骤如下:
问题诊断:检测原料水分 22%(过低),模具孔径 8mm(原料粒径 1-2mm,孔径偏大);
模具更换:将 8mm 模具更换为 5mm 模具,匹配原料粒径;
水分调整:通过雾化喷头每小时补水 8kg,2 小时后原料水分升至 29%;
压力微调:将辊轮压力从 18MPa 提升至 20MPa;
调整效果:成品颗粒中粉末占比降至 3%,片状占比降至 2%,合格颗粒率达 95%,密度 1.2g/cm³,满足包装与储存需求。
挤压造粒机出料呈片状或粉末状,核心是 “模具孔径与原料不匹配” 或 “物料水分失衡”,通过 “精准匹配模具孔径 + 控制最优水分”,80% 的问题可自行解决。对有机肥生产企业而言,这不仅能提升成品合格率,减少原料浪费(每吨原料可节省 100-200 元),还能保障产品品质,增强市场竞争力。若调整后仍无法解决(如模具磨损严重、辊轮压力不足),需及时联系设备厂家售后,避免长期低效生产。
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 对辊造粒机颗粒效果不达标的常见原因有哪些?2026-03-02
- 有机肥造粒产线发车现场2026-02-02
- 氯化铵对辊造粒机客户试机及造粒效果展示2026-01-08
- 办一个日处理5吨鸡粪的小型有机肥厂,需要的设备清单2026-05-29
- 转鼓造粒机适用原料范围:发酵后鸡粪牛粪、城市污泥、复合肥混合料2026-05-28
- 转鼓造粒机选购终极指南:六大关键参数(直径、倾角、转速等)详解2026-05-27
- 对辊挤压造粒机:节能干法造粒,专为忌水物料设计2026-05-26
- 造粒机辊皮凹窝形状可定制,圆窝出球形,扁窝出片状2026-05-25