一机多用粉剂包装方案:兼容颗粒物料包装【增值】
在农资、食品、化工等行业的生产场景中,包装环节是连接产品与市场的关键枢纽。不少企业既生产粉剂物料,又涉及颗粒物料加工,传统包装模式下需配备多台专用设备,不仅占用大量厂房空间,还增加设备采购、维护及人工成本。而一机多用粉剂包装方案的出现,凭借兼容颗粒物料包装的核心优势,为企业实现降本增效提供了新路径,成为当下包装设备升级的热门选择。
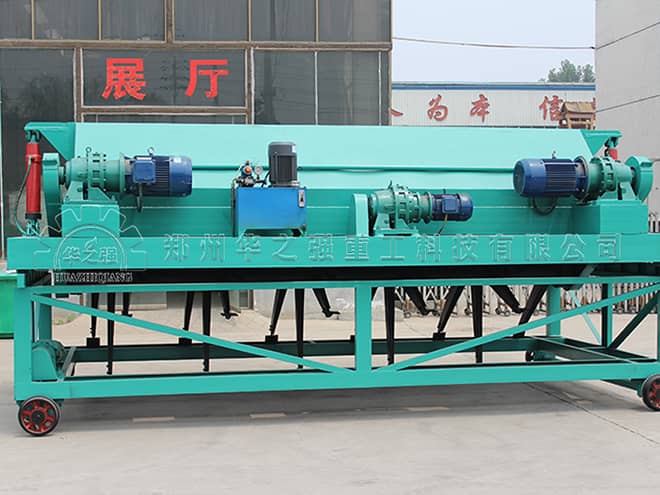
一机多用粉剂包装方案的核心竞争力,在于对不同形态物料包装需求的精准适配。该方案以优化的设备结构设计为基础,通过更换专用下料装置、调整计量参数即可完成粉剂与颗粒物料的快速切换。针对粉剂物料易扬尘、流动性差异大的特点,设备配备密闭式螺旋下料系统,搭配负压除尘装置,既能保证计量精度控制在±0.5%以内,又能有效改善生产环境;切换至颗粒物料包装时,仅需更换为振动下料斗,利用分级振动技术避免颗粒破损,同时适配不同粒径的颗粒物料,从细小的有机肥颗粒到较大的杂粮颗粒均能稳定包装。

兼容颗粒包装的增值特性,为企业带来多重实际效益。从成本控制来看,一台设备替代两台专用设备,可直接降低60%以上的设备采购成本,同时减少设备占地面积30%,间接降低厂房租赁或扩建成本;在运营效率上,设备切换流程简单,仅需1-2名操作人员即可完成,切换时间控制在10分钟内,避免了传统设备切换时的停机耗时,使生产线有效运行率提升20%以上。以某农资企业为例,采用该方案后,其有机肥粉剂与颗粒肥的包装工序实现一体化运营,月均节省设备维护费用近万元,生产效率提升显著。
除核心的兼容增值优势外,一机多用粉剂包装方案还具备智能化升级特性,进一步适配现代生产需求。设备搭载智能控制系统,支持触摸屏操作,可预设100组以上不同物料的包装参数,实现一键调用;配备的在线称重反馈系统,能实时修正计量误差,确保批量包装的一致性。同时,设备兼容不同规格的包装容器,从200g小袋到50kg大袋均可灵活调整,满足企业多规格产品的包装需求。
在市场竞争日益激烈的当下,企业对生产环节的降本增效需求愈发迫切。一机多用粉剂包装方案以“粉剂为主、颗粒兼容”的增值设计,打破了传统包装设备的功能局限,既解决了多物料包装的设备冗余问题,又通过智能化设计提升了生产稳定性。对于同时涉及粉剂与颗粒物料生产的企业而言,选择该方案不仅是设备的升级,更是生产模式的优化,助力企业在降本增效中抢占市场先机。
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 对辊造粒机颗粒效果不达标的常见原因有哪些?2026-03-02
- 有机肥造粒产线发车现场2026-02-02
- 氯化铵对辊造粒机客户试机及造粒效果展示2026-01-08
- 办一个日处理5吨鸡粪的小型有机肥厂,需要的设备清单2026-05-29
- 转鼓造粒机适用原料范围:发酵后鸡粪牛粪、城市污泥、复合肥混合料2026-05-28
- 转鼓造粒机选购终极指南:六大关键参数(直径、倾角、转速等)详解2026-05-27
- 对辊挤压造粒机:节能干法造粒,专为忌水物料设计2026-05-26
- 造粒机辊皮凹窝形状可定制,圆窝出球形,扁窝出片状2026-05-25