环保干法造粒:对辊挤压工艺实现无废水、低粉尘排放
在有机肥、复合肥及矿物加工等行业,环保政策趋严推动生产工艺向“零污染、低能耗”转型。传统湿法造粒需大量水资源调制浆料,且干燥过程粉尘排放量大,环保处理成本高昂。对辊挤压干法造粒工艺凭借“无废水排放、粉尘可控”的核心优势,成为环保型颗粒化生产的优选方案。本文详解该工艺的环保机理、无废水低粉尘实现路径、适配场景及优化策略,为企业环保升级提供技术支撑。
一、工艺内核:干法造粒为何能实现环保突破?
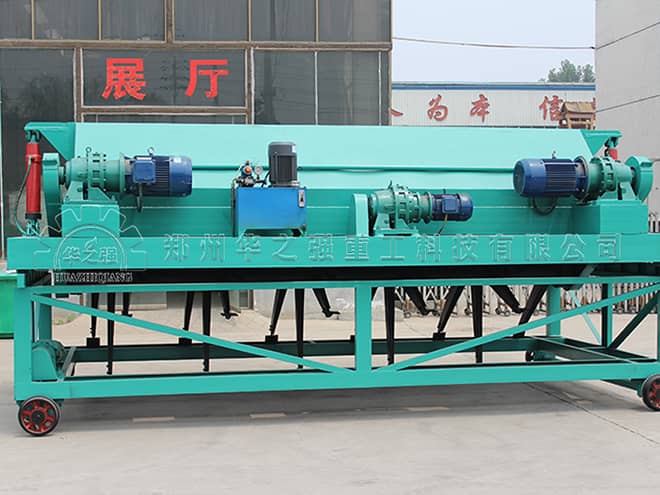
对辊挤压干法造粒以“机械挤压成型”为核心,无需像转鼓、圆盘造粒那样添加大量水或溶剂,仅通过双辊对压(线压力15-30MPa)将干燥细粉直接挤压成粒,从源头规避了废水产生与粉尘扩散的问题。其环保优势源于两大特性:① 无水调制:物料含水率控制在8%-15%即可成型,无需后续干燥脱水,无干燥废水排放;② 密闭作业:从进料、挤压到破碎筛分全程密闭,粉尘收集效率达95%以上。
(一)与传统湿法造粒的环保指标对比
环保指标 | 对辊挤压干法造粒 | 传统湿法造粒 |
|---|---|---|
单位产品耗水量 | 0.05-0.1吨/吨(仅润磨用) | 0.8-1.2吨/吨 |
废水排放量 | 零排放 | 0.3-0.5吨/吨(干燥冷凝水) |
粉尘排放浓度 | ≤10mg/m³ | 50-80mg/m³ |
环保处理成本 | 5-8元/吨(仅粉尘处理) | 30-50元/吨(废水+粉尘处理) |
二、核心路径:无废水、低粉尘的实现方案
对辊挤压干法造粒的环保成效并非单一设备实现,而是“工艺设计+设备选型+系统联动”的综合结果,重点通过以下路径落地。
(一)无废水排放:从原料预处理到成型的无水管控
原料含水率精准控制:采用热风干燥机将原料含水率稳定在8%-15%(有机物料12%-15%,无机物料8%-10%),避免因水分过高导致的挤压黏辊,无需水洗清理辊面,从源头杜绝废水产生。对高湿原料(如新鲜发酵粪污),先经螺旋挤压脱水至含水率30%,再热风干燥至目标值。
黏结剂无水适配:选用膨润土、腐殖酸等固体黏结剂(添加量3%-8%),替代传统湿法的水基黏结剂。例如生产有机肥时,采用“发酵粪污粉(含水率14%)+腐殖酸粉5%+膨润土3%”配方,挤压成型率达85%以上,全程无水分添加与排放。
设备清洁无水化设计:对辊表面喷涂聚四氟乙烯防黏涂层,配合弹性刮板自动清理残留物料,无需水洗;设备外壳采用密封式设计,清洁时采用压缩空气吹扫,避免水洗产生废水。
(二)低粉尘排放:全流程密闭收集与净化
进料-挤压段密闭隔离:原料仓底部采用变频喂料机,通过密闭溜管连接对辊挤压机进料口,溜管内设置挡风板减缓物料下落速度,减少粉尘扬起;挤压机采用全封闭机壳,机壳顶部预留负压集气口,将挤压过程产生的粉尘实时收集。
破碎-筛分段粉尘捕集:挤压成型的“饼状物料”经密闭式笼式破碎机破碎后,直接进入三层振动筛,破碎机与筛分机均配备负压集气罩,与中央除尘系统联动,捕集效率达98%。筛分后的粗粉通过密闭管道返回原料仓,实现粉尘循环利用。
尾气净化达标排放:收集的粉尘经脉冲袋式除尘器净化,滤袋采用PTFE覆膜材质,除尘效率达99.9%,净化后尾气粉尘浓度≤10mg/m³,通过15m以上排气管高空排放,符合《大气污染物综合排放标准》GB16297-1996要求。

三、典型适配场景:哪些行业最适合采用?
对辊挤压干法造粒尤其适配“缺水地区生产”“高环保要求场景”及“干燥物料颗粒化”,以下三大行业应用成效显著。
(一)有机肥行业:发酵物料无废水造粒
适配物料:发酵畜禽粪污粉、腐殖酸粉(含水率12%-15%)。工艺方案:物料经80目筛分后,按“粪污粉85%+腐殖酸粉10%+膨润土5%”混合,采用Φ200mm对辊挤压机(线压力25MPa)挤压,破碎筛分后得3-5mm颗粒。环保成效:无废水排放,粉尘排放浓度8mg/m³,比传统湿法造粒减少环保成本40元/吨。
(二)复合肥行业:高浓度肥料低能耗造粒
适配物料:尿素粉、磷矿粉、氯化钾粉(含水率8%-10%)。工艺方案:按养分比例混合后,添加3%膨润土作为黏结剂,采用Φ300mm对辊挤压机(线压力30MPa)挤压,成型率达90%。环保成效:无需干燥工序,能耗降低60%,粉尘回收率达99%,年处理10万吨原料可减少粉尘排放50吨。
(三)矿物加工行业:尾矿渣资源化无污染利用
适配物料:铁矿尾矿粉、石灰石粉(含水率10%-12%)。工艺方案:尾矿粉90%+水泥5%+膨润土5%混合,采用Φ400mm对辊挤压机挤压成8-10mm颗粒,用于路基材料或建材原料。环保成效:实现尾矿渣100%资源化,无废水排放,粉尘循环利用率达95%,解决尾矿堆存污染问题。
四、优化策略:进一步提升环保与效率的实战方案
(一)工艺优化:降低能耗与粉尘产生量
采用“预混合+润磨”工艺:物料混合后先经润磨机处理10分钟,使黏结剂均匀包裹细粉颗粒,挤压成型率提升至92%以上,减少破碎筛分环节的粉尘产生;选用变频对辊挤压机,根据物料特性自动调节转速(15-25r/min),比定速设备节能15%-20%。
(二)设备升级:强化密闭与自动化控制
升级为“PLC智能控制系统”:联动喂料机、挤压机、除尘器,进料量波动时自动调节负压集气风量,避免风量过大造成能耗浪费;对辊采用液压恒压系统,线压力波动控制在±0.5MPa内,减少因压力不稳导致的粉尘与不合格颗粒。
(三)黏结剂优化:提升环保性与成型性
优先选用天然环保黏结剂:如农业废弃物经粉碎后的秸秆粉、木屑粉(添加量5%-8%),替代部分膨润土,降低不可降解成分用量;高要求场景采用“生物黏结剂”(如淀粉基黏结剂,添加量2%-3%),实现颗粒可降解,提升产品环保附加值。
结语
对辊挤压干法造粒通过“无水成型+全流程密闭”的核心设计,从源头解决了传统造粒的废水与粉尘污染问题,同时兼具低能耗、高成型率的优势。其环保成效已在有机肥、复合肥、矿物加工等行业得到充分验证,成为企业响应环保政策、降低运营成本的核心技术方案。未来,随着智能化与材料技术升级,该工艺将实现“AI参数自优化+全流程零粉尘”,进一步推动颗粒化生产的绿色转型。
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 对辊造粒机颗粒效果不达标的常见原因有哪些?2026-03-02
- 有机肥造粒产线发车现场2026-02-02
- 氯化铵对辊造粒机客户试机及造粒效果展示2026-01-08
- 办一个日处理5吨鸡粪的小型有机肥厂,需要的设备清单2026-05-29
- 转鼓造粒机适用原料范围:发酵后鸡粪牛粪、城市污泥、复合肥混合料2026-05-28
- 转鼓造粒机选购终极指南:六大关键参数(直径、倾角、转速等)详解2026-05-27
- 对辊挤压造粒机:节能干法造粒,专为忌水物料设计2026-05-26
- 造粒机辊皮凹窝形状可定制,圆窝出球形,扁窝出片状2026-05-25