大型有机肥生产线配置方案:年产万吨如何实现高效运行?
随着农业绿色发展战略推进,有机肥市场需求持续攀升,年产万吨级大型有机肥生产线成为规模化生产的主流选择。实现生产线高效运行,核心在于设备配置的科学适配、工艺流程的优化衔接以及自动化系统的精准调控。本文结合年产万吨产能需求,从原料预处理、发酵腐熟、造粒成型、后处理四大核心环节,提供全套生产线配置方案,并拆解高效运行的关键要点,为企业规模化生产提供参考。
一、年产万吨生产线核心配置逻辑:产能匹配+效率优先
年产万吨有机肥生产线(按年作业300天计算,日均产能约33吨),配置需遵循“产能匹配、工艺衔接顺畅、低耗高产”三大原则。核心逻辑是:通过预处理环节保障原料品质,发酵环节提升腐熟效率,造粒环节保障成型质量,后处理环节提升成品稳定性,全流程搭配自动化控制系统,实现连续化、规模化生产,降低人工成本,提升整体运行效率。

二、四大核心环节设备配置方案
1. 原料预处理环节:奠定高效生产基础
预处理核心目标是将畜禽粪便、秸秆、酒糟等原料处理为粒径均匀、水分适宜、配比合理的物料,适配后续发酵需求。关键设备配置如下:
双轴撕碎机:选用处理量15-20吨/小时的双轴撕碎机,适配秸秆、树枝等纤维类原料及大块畜禽粪便破碎,破碎粒径可控制在5mm以内。其低速高扭矩设计,能有效处理高韧性、高湿度原料,避免缠绕堵料,保障进料顺畅。
带式压滤机:针对含水率75%-85%的湿畜禽粪便、污泥等原料,配置处理量10-15吨/小时的带式压滤机,将原料水分降至55%-60%(发酵适宜水分),降低后续发酵负荷。
双轴桨叶混合机:配备20-30吨/批次的双轴桨叶混合机,实现原料与调理剂(秸秆粉、稻壳)、菌种的均匀混合,混合均匀度变异系数≤5%,确保碳氮比精准控制在25:1-30:1,提升发酵效率。
自动化配料系统:搭配定量配料秤+螺旋给料机,实现原料、调理剂、菌种的精准计量添加,计量精度±0.5%,避免人工配料导致的配比失衡,保障物料品质稳定。
2. 发酵腐熟环节:高效腐熟+环保达标
发酵腐熟是有机肥生产的关键环节,直接影响成品肥品质。年产万吨生产线需采用规模化槽式发酵工艺,配置如下:
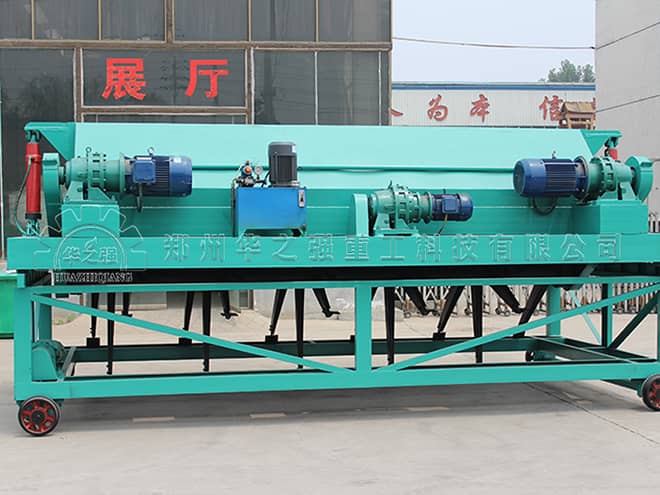
槽式发酵系统:建设4-6条宽度4-6m、长度50-60m的发酵槽,配套2-3台跨度4-6m的槽式翻抛机(处理量50-80吨/小时)。翻抛机采用螺旋式翻抛齿设计,能深入物料深层(1.5-2m),实现物料充分曝气,提升好氧发酵效率,发酵周期缩短至15-20天。
智能温控与曝气系统:配备在线温度传感器、氧气传感器,实时监测发酵槽内温度(控制在55-65℃)和氧气含量;搭配底部曝气风机,根据监测数据自动调节曝气强度,保障微生物活性,提升腐熟均匀度。
环保除臭设备:配置喷淋塔+活性炭吸附除臭系统,处理发酵过程中产生的恶臭气体,废气排放符合《大气污染物综合排放标准》(GB 16297-1996),契合环保要求,避免污染周边环境。
3. 造粒成型环节:高产优质+适配规模化
造粒成型直接决定成品肥外观与商品性,年产万吨生产线需选择产能匹配、成型率高的造粒设备,推荐配置:
圆盘造粒机(Φ3.2-4.0m):选用处理量15-20吨/小时的大型圆盘造粒机,适配腐熟后的有机肥原料造粒。其成球率高(≥90%),颗粒呈圆形、表面光滑,商品性好;搭配喷雾补水系统,精准控制物料含水率在18%-22%,保障颗粒成型稳定。
辅助破碎设备:在造粒机前配备锤式破碎机(处理量20-25吨/小时),将腐熟后的大块物料破碎至3mm以内,避免影响造粒均匀度;造粒后配备滚筒筛分机(筛网孔径2-8mm),筛选合格颗粒,不合格颗粒回流重造,提升物料利用率。
若原料粘性较强(如污泥、湿鸡粪为主),可替换为双膜造粒机,其不粘壁设计能适配高湿度原料,保障连续稳定造粒,提升生产效率。
4. 后处理环节:提升成品稳定性+实现自动化包装
后处理环节核心是干燥、冷却、包装,保障成品肥含水率达标,便于储存运输。配置如下:
带式烘干机:选用处理量15-20吨/小时的三层带式烘干机,采用热风循环干燥技术,将颗粒含水率从18%-22%降至8%-12%(达标含水率),干燥均匀度高,避免过度干燥导致颗粒破碎。
逆流式冷却机:配套处理量15-20吨/小时的逆流式冷却机,快速将干燥后的高温颗粒(60-80℃)冷却至室温,提升颗粒硬度,避免储存过程中吸潮返潮。
自动化包装系统:配备2-3台定量包装秤(计量精度±0.2%)、自动缝包机及码垛机,实现25kg/50kg标准包装的自动化操作,包装效率提升至8-10吨/小时,大幅降低人工成本,保障包装一致性。
三、高效运行关键配套系统
1. 自动化控制系统
配置中央控制系统,实时监控全流程设备运行参数(如转速、负载、温度)、物料参数(水分、粒径),实现设备启停、参数调节的自动化控制。当设备出现异常(如堵料、过载)时,系统自动报警并停机,降低故障损失;同时可生成生产数据报表,便于企业精细化管理。
2. 物料输送系统
全流程采用皮带输送机、螺旋输送机搭配斗式提升机,实现物料的连续化输送,避免物料滞留堆积。输送机采用密封式设计,配备除尘装置,减少粉尘外溢,保障生产环境整洁。
3. 运维保障系统
配置设备润滑系统、易损件备用库,定期对翻抛机齿爪、造粒机模辊、烘干机输送带等易损件进行检修更换;建立设备运维台账,保障设备稳定运行,减少非计划停机时间。
四、年产万吨生产线高效运行核心要点
原料稳定供应:与周边畜禽养殖场、秸秆收购点建立长期合作,保障日均15-20吨原料供应,避免因原料短缺导致生产线停机。
工艺参数精准调控:发酵阶段控制温度55-65℃、水分55-60%;造粒阶段控制水分18-22%、造粒转速30-40r/min;干燥阶段控制热风温度120-150℃,确保各环节参数适配,提升生产效率。
自动化程度提升:全流程采用自动化设备替代人工,减少人工干预,降低人为误差,提升生产连续性,人工成本可降低40%以上。
环保合规运营:完善废气、废水、废渣处理设施,确保各项排放指标达标,避免因环保问题导致生产线停工。
结语
年产万吨大型有机肥生产线实现高效运行,核心在于“科学配置设备+优化工艺流程+精准自动化调控”。本文提出的预处理-发酵-造粒-后处理全流程配置方案,能精准匹配万吨产能需求,通过双轴撕碎机、槽式翻抛机、圆盘造粒机等核心设备的协同作业,搭配自动化控制系统,可实现连续化、低耗高产的规模化生产。企业在实际配置时,可根据原料类型(如畜禽粪便、污泥、秸秆)、当地环保要求及资金预算,针对性调整设备参数与型号,进一步提升生产线运行效率与经济效益。
- 有机肥整条产线交钥匙工程_厂家上门安装调试2026-06-08
- 从粉碎、搅拌到造粒、烘干、冷却、筛分、包装,一条产线全搞定,省心2026-06-04
- 颗粒光滑!新型对辊表面处理技术,颗粒成品光滑圆润2026-06-02
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 小型对辊挤压造粒机免烘干占地面积小2026-07-03
- 专业有机肥造粒设备生产厂家 型号齐全 支持定制2026-07-02
- 新型有机肥造粒设备 干湿两用有机肥制粒设备2026-07-01
- 葡萄渣怎么做颗粒有机肥?生产线完整流程2026-06-30
- 平模造粒机压辊磨损到什么程度该换?肉眼判断的四个标准2026-06-29