破解水果加工废料处理难题:现代化有机肥生产线设备与技术方案
水果加工行业(如果汁、罐头、果干生产)每年产生数千万吨废料,包括果皮、果核、残次果、榨汁残渣等,这类废料含水率高(70%-90%)、易腐烂发臭、运输成本高,若随意堆放易造成环境污染;若简单填埋,不仅浪费有机质资源,还会产生渗滤液污染土壤与地下水。依托现代化有机肥生产线,通过 “预处理 - 发酵腐熟 - 深度加工” 的全流程设备与技术方案,可将水果加工废料转化为高养分有机肥,实现 “变废为宝”,既解决环保难题,又创造经济价值。
一、水果加工废料的特性与处理痛点:生产线设计的核心依据
水果加工废料的独特属性决定了其处理需针对性配置设备与技术,避免传统处理方式的低效与污染问题。
从特性来看,一是高含水率与强黏性:如苹果皮、柑橘皮、葡萄渣等废料,含水率普遍在 75%-85%,且含大量果胶、糖分,黏性强(黏性指数>65),易黏附设备、结块堵塞,传统粉碎机与发酵设备难以高效处理;二是高有机质与易腐性:废料有机质含量高达 60%-80%,富含维生素、有机酸、微量元素,是优质有机肥原料,但常温下 2-3 天即会腐败变质,产生恶臭(含硫化氢、氨气),需快速处理;三是成分不均与杂质多:废料中常混入塑料包装碎片、果核硬壳(如桃核、杏核)、金属杂质,若不彻底去除,会损坏后续设备,影响有机肥品质。
从处理痛点来看,传统处理方式存在三大难题:一是预处理效率低:人工分拣杂质耗时耗力,普通粉碎机处理高湿黏结废料时易堵塞,需频繁停机清理;二是发酵周期长且腐熟不均:水果废料单独发酵易因含水率过高导致厌氧,出现 “局部腐坏、整体未腐熟”,传统条垛发酵周期长达 40-60 天,且受天气影响大;三是成品质量不稳定:废料中糖分、有机酸含量高,若发酵控制不当,易导致成品有机肥盐分超标(>3%)或 pH 值异常(<5.5),影响作物生长。
二、现代化有机肥生产线核心设备选型:适配水果加工废料特性
针对水果加工废料的特性,生产线需从预处理、发酵、成型三大环节精准配置设备,确保高效处理与优质产出。
(一)预处理环节:除杂、脱水、粉碎一体化设备
预处理是解决水果废料黏性大、杂质多的关键,需通过 “除杂 - 脱水 - 粉碎” 协同处理,为后续发酵奠定基础。
智能分拣除杂设备:配置 “振动筛分 + 磁选 + 人工辅助” 组合除杂系统。首先通过振动筛分机(筛网孔径 10mm)去除果核硬壳、大块杂质(如未破碎的苹果块),筛下物进入磁选机(磁场强度 12000Gs),吸附废料中的金属杂质(如加工过程混入的刀具碎屑、铁丝);最后通过人工分拣台(配备 LED 照明与放大镜),剔除塑料碎片、标签纸等非金属杂质,确保杂质去除率≥98%,避免损坏后续粉碎设备。
螺旋挤压脱水机:针对高含水率废料,选用 “双螺旋压榨脱水机”(处理量 1-5 吨 / 小时),通过梯度压力(0.8-1.2MPa)挤压废料,将含水率从 75%-85% 降至 60%-65%(发酵适宜湿度),脱水过程中产生的汁液(含大量糖分、有机酸)可收集后用于制备液态肥,或回流至发酵环节调节湿度,实现资源全利用。设备内壁需衬聚四氟乙烯(PTFE)涂层,防止废料黏附,减少清理频率(每日仅需 1 次简单清理)。
防黏结粉碎机:选用 “齿爪式防黏结粉碎机”(筛网孔径 2-3mm),其转子表面采用特殊防黏涂层(如陶瓷涂层),且配备 “高速分散盘”(转速 3000r/min),可将脱水后的废料(含果皮、果肉碎屑)粉碎至 2-3mm 粒径,同时打散黏性结块,避免普通锤片式粉碎机的堵塞问题。粉碎过程中设置低温冷风(温度 25-30℃),防止废料因摩擦生热导致糖分碳化,影响发酵微生物活性。
(二)发酵环节:精准控温、防厌氧的密闭发酵设备
水果废料发酵需解决 “厌氧腐坏、周期长” 问题,推荐采用 “槽式翻抛 + 密闭发酵” 组合设备,实现高效腐熟。

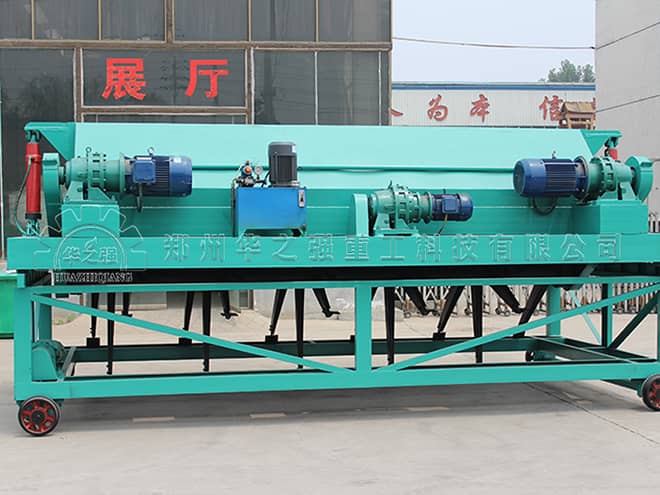
带温控的槽式翻抛机:配置 “链式槽式翻抛机”(翻抛深度 1.5-2m,处理量 5-10 吨 / 小时),发酵槽内壁铺设保温层(厚度 50mm,材质为聚氨酯),槽体顶部加装可开启式密封盖板(材质为玻璃钢,耐腐蚀),既减少恶臭扩散(符合 GB 14554-93 恶臭污染物排放标准),又能保温控温。翻抛机配备温度传感器(精度 ±1℃),实时监测堆体温度,当温度低于 55℃时,自动提升翻抛频率(从 1 次 / 天增至 2 次 / 天),增加氧气供应;当温度高于 65℃时,自动降低翻抛频率,并开启槽体侧壁的通风孔,引入冷空气降温,确保堆体温度稳定在 55-65℃(高温腐熟最佳区间),将发酵周期缩短至 20-25 天。
微生物接种装置:在发酵槽进料端设置 “自动接种机”,按废料重量的 0.1%-0.2% 精准添加专用腐熟菌剂(如枯草芽孢杆菌、酵母菌复合菌剂),菌剂与废料通过翻抛机充分混合,可加速果胶、纤维素分解,同时抑制腐败菌繁殖,减少恶臭产生。接种机采用 “雾化喷洒 + 螺旋搅拌” 设计,确保菌剂均匀度≥95%,避免人工接种的剂量偏差。
(三)深度加工环节:稳定成品质量的成型与后处理设备
发酵后的物料需通过成型与后处理,提升成品有机肥的稳定性与施用便利性,适配水果加工废料高养分特性。
低温造粒机:选用 “环模低温造粒机”(模孔直径 3-5mm,压缩比 1:6-1:8),造粒温度控制在 50-60℃,避免高温(>80℃)导致废料中残留的维生素、有机酸分解,保留有机肥的生物活性。针对发酵后物料(含水率 45%-50%),造粒前需通过 “调质器” 通入低温蒸汽(温度 60-70℃),将含水率调节至 18%-22%,同时添加 0.5%-1% 的膨润土(作为粘结剂),确保颗粒成型率≥95%,抗压强度≥20N(避免运输破碎)。
低温烘干机与冷却机:造粒后颗粒进入 “网带式低温烘干机”(烘干温度 60-70℃,风速 1.2m/s),将水分降至 12%-14%(储存安全水分),烘干时间控制在 30-40 分钟,避免过度烘干导致颗粒变脆;随后进入 “逆流式冷却机”,通过常温风(温度≤30℃)将颗粒温度降至室温(≤25℃),防止成品储存时因温差导致返潮结块。
成品筛分与包装机:冷却后的颗粒通过 “分级筛”(筛网孔径 2mm 与 5mm),筛选出合格颗粒(2-5mm),筛下细粉返回造粒环节二次利用;合格颗粒进入 “自动包装机”(包装规格 25kg / 袋或 50kg / 袋),配备称重传感器(精度 ±5g)与封口装置,实现定量包装与密封,避免成品吸潮或污染。
三、配套技术方案:保障生产线高效运行与成品质量
除设备选型外,需通过技术方案优化,解决水果加工废料发酵中的特殊问题,确保生产线稳定运行与成品有机肥达标。
(一)碳氮比调节技术:避免发酵厌氧
水果加工废料碳氮比偏低(通常为 15:1-20:1),单独发酵易因氮含量过高导致氨挥发与厌氧,需添加高碳辅料调节碳氮比至 25:1-30:1。推荐采用 “秸秆粉 + 锯末” 混合辅料(比例 7:3),按废料:辅料 = 8:2-7:3 的比例混合,通过 “双螺旋混合机”(混合时间 5-10 分钟)实现均匀混合。混合过程中通过在线水分检测仪实时监测含水率,确保混合后物料含水率稳定在 60%-65%,避免因辅料添加导致水分波动。
(二)pH 值与盐分控制技术:确保成品达标
水果废料含大量有机酸(如柠檬酸、苹果酸),发酵初期 pH 值易降至 4.5-5.5(酸性过强),抑制微生物活性;同时,废料中糖分发酵后易转化为盐分,导致成品盐分超标。针对 pH 值问题,发酵初期可添加 1%-2% 的草木灰(pH 值 10-12),通过自动添加装置均匀混入物料,将 pH 值调节至 6.5-7.5;针对盐分问题,发酵后期需通过 “水分稀释法”,适量喷洒清水(按物料重量的 5%-8%),并延长翻抛时间(增加 1 次 / 天翻抛),促进盐分随水分蒸发,确保成品盐分≤3%(符合 NY 525-2021 有机肥料标准)。
(三)智能化控制系统:实现全流程精准管理
生产线配备 “PLC 智能化控制系统”,通过传感器实时采集各环节数据(如预处理环节的含水率、发酵环节的温度与氧浓度、造粒环节的颗粒强度),并在中控屏幕实时显示。系统具备三大核心功能:一是自动调节,如发酵温度超标时自动开启通风降温,造粒含水率过低时自动增加蒸汽供应量;二是故障预警,当设备出现异常(如粉碎机电流过大、翻抛机卡堵)时,系统立即发出声光报警,并显示故障位置与处理建议;三是数据追溯,自动记录每批次废料的处理参数、成品检测数据(如有机质含量、pH 值、盐分),生成生产台账,便于质量追溯与工艺优化。
四、应用效果与经济效益:废料资源化的双重价值
通过现代化有机肥生产线处理水果加工废料,可实现环保与经济双重效益。从环保角度看,生产线可将水果加工废料 100% 资源化利用,避免填埋产生的土壤与地下水污染,恶臭排放浓度控制在 1000(无量纲)以下,符合环保要求;从经济角度看,以日处理 5 吨水果废料的生产线为例,可年产有机肥约 800 吨(按废料转化效率 40% 计算),成品有机肥(有机质≥50%,总养分≥5%)市场售价约 800 元 / 吨,年产值可达 64 万元,扣除设备折旧、能耗、人工等成本(约 30 万元 / 年),年净利润约 34 万元,投资回收期约 3-4 年。
此外,生产线可与水果加工企业形成 “废料 - 有机肥 - 果园” 的循环模式:将加工废料转化为有机肥后,反哺企业自有果园或销售给周边果农,减少化肥使用量(每亩果园可减少化肥用量 20%-30%),提升水果品质(如糖度提升 1-2 度),形成产业链闭环,进一步提升经济效益与生态价值。
综上,依托 “精准设备选型 + 配套技术方案 + 智能化管理” 的现代化有机肥生产线,可彻底破解水果加工废料处理难题,实现废料资源化、无害化、产业化利用,为水果加工行业绿色发展提供有效路径。
- 有机肥整条产线交钥匙工程_厂家上门安装调试2026-06-08
- 从粉碎、搅拌到造粒、烘干、冷却、筛分、包装,一条产线全搞定,省心2026-06-04
- 颗粒光滑!新型对辊表面处理技术,颗粒成品光滑圆润2026-06-02
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 规模化颗粒肥生产:大型抛圆机产量与选型参数2026-06-23
- 对辊造粒机_造粒机_有机肥造粒设备-华之强重工2026-06-22
- 有机肥加工全套设备都有什么?粉碎、搅拌、造粒、烘干、筛分、包装2026-06-18
- 木薯渣处理设备——木薯渣发酵有机肥2026-06-17
- 挤压压力与颗粒硬度关系:对辊挤压造粒机调试技巧2026-06-16