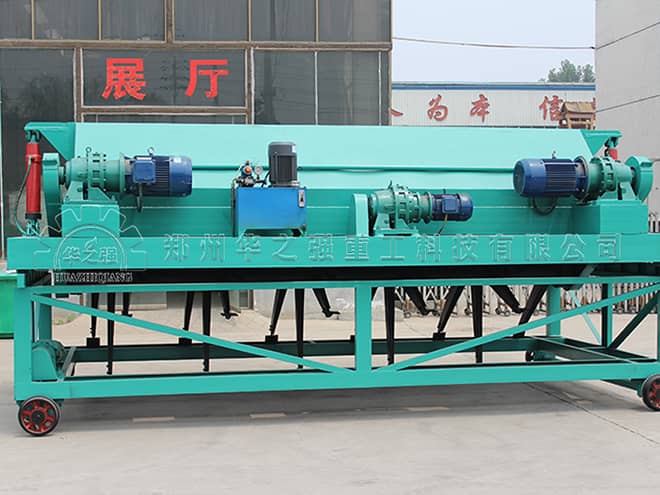
一体化设计!转鼓造粒机如何集造粒、抛光、干燥于一体,节省设备和空间成本?
在化肥、饲料、矿产加工等行业的颗粒生产流程中,传统工艺往往需要造粒机、抛光机、干燥机等多台设备分步操作,不仅设备采购成本高,还需占用大量厂房空间,同时物料在设备间转运过程中易产生损耗,生产效率也受到制约。而一体化转鼓造粒机通过创新设计,将造粒、抛光、干燥三大核心功能集成于单台设备中,从根本上解决了传统工艺的痛点,成为当前颗粒生产领域降本增效的关键设备。
一、一体化设计的核心逻辑:重构 “单设备多流程” 生产模式
传统颗粒生产的核心痛点在于 “设备分散化”—— 物料需在造粒机中形成基础颗粒,再转运至抛光机提升颗粒圆润度,最后送入干燥机去除水分,每个环节都依赖独立设备和输送系统。一体化转鼓造粒机的设计逻辑,是基于转鼓主体的多功能适配性,通过优化转鼓内部结构、配置精准温控系统和物料导向装置,让物料在同一转鼓内完成 “成型 - 优化 - 定型” 的全流程加工,无需跨设备转运,从源头减少成本浪费。
这种设计并非简单的功能叠加,而是对生产流程的深度重构:通过计算物料在转鼓内的停留时间、运动轨迹和物理变化规律,将造粒、抛光、干燥的工艺参数(如转鼓转速、温度、内部压强)进行协同匹配,确保每个环节无缝衔接,既保证颗粒质量稳定,又避免了传统工艺中因设备衔接不当导致的颗粒破碎、水分波动等问题。

二、三大功能集成的技术实现:从结构到系统的全方位创新
一体化转鼓造粒机之所以能实现 “一机三用”,关键在于其在转鼓结构设计、温控系统、物料导向机制三大核心模块的技术突破,让不同功能在同一设备内有序开展。
1. 造粒功能:转鼓 “梯度转速” 实现颗粒初步成型
造粒是颗粒生产的基础环节,一体化转鼓造粒机的造粒功能通过 “梯度转速设计” 实现:转鼓前段(进料端)采用较低转速(通常为 15-25r/min),配合内部设置的抄板与搅拌装置,将粉状原料与粘结剂充分混合,形成湿度、密度均匀的物料团;随着物料向转鼓中段移动,转速逐渐提升(25-35r/min),利用离心力与摩擦力的协同作用,使物料团在转鼓内壁滚动形成直径 2-8mm 的基础颗粒(具体直径可通过转速调节)。
与传统造粒机相比,一体化设备的造粒环节无需独立机身,而是利用转鼓前段空间完成,且通过精准的转速梯度控制,避免了原料过度混合导致的粘结剂浪费,或混合不匀导致的颗粒成型率低的问题。
2. 抛光功能:转鼓 “中段平滑内壁 + 可调间距挡板” 优化颗粒形态
传统工艺中,抛光需独立抛光机通过高频振动或摩擦改善颗粒圆润度,而一体化转鼓造粒机将抛光功能集成于转鼓中段:该区域内壁经过精细打磨(粗糙度 Ra≤0.8μm),减少颗粒与内壁的摩擦阻力;同时设置可调间距的环形挡板,当基础颗粒进入中段时,挡板形成 “局部密闭空间”,颗粒在该空间内通过相互碰撞、摩擦,去除表面毛刺与不规则棱角,实现圆润度提升。
挡板的间距可根据颗粒直径灵活调节(通常为 5-10cm),确保不同规格的颗粒都能获得均匀的抛光效果。这一设计不仅省去了独立抛光机的采购成本,还避免了物料从造粒机转运至抛光机过程中的颗粒破碎(传统转运损耗率约 3%-5%,一体化设备可将损耗率降至 1% 以下)。
3. 干燥功能:转鼓 “后段温控系统 + 热风循环” 实现颗粒定型
干燥是颗粒定型的关键环节,需去除颗粒内多余水分(通常要求最终含水率≤10%),传统干燥机多为独立的滚筒干燥或流化床干燥设备,而一体化转鼓造粒机通过 “后段温控集成” 实现干燥功能:转鼓后段(出料端)外侧包裹夹层式加热套,内部通入热风(温度可根据物料特性调节,通常为 80-150℃),同时转鼓末端连接热风循环系统,确保热空气在转鼓内均匀流动,与颗粒充分接触。
为避免干燥过程中颗粒过热变质,设备还配备 “温度反馈调节装置”:通过传感器实时监测转鼓内温度与颗粒含水率,当含水率达到设定值时,自动降低热风温度或减缓转鼓转速,确保干燥效果与颗粒质量平衡。这种 “造粒 - 抛光 - 干燥” 连续式加工,让物料在转鼓内的总停留时间控制在 20-40 分钟(传统分步工艺需 60-90 分钟),大幅提升生产效率。
三、成本节省优势:从设备、空间到运营的全方位降本
一体化转鼓造粒机的核心价值,在于通过功能集成实现 “全链条成本节省”,其降本优势主要体现在设备采购、空间占用、运营维护三大维度,为企业带来显著的经济效益。
1. 设备成本:减少 30%-50% 的设备采购支出
传统颗粒生产线需采购造粒机、抛光机、干燥机及配套的物料输送设备(如皮带输送机、提升机),设备总投入通常在 50-150 万元;而一体化转鼓造粒机单台设备即可替代上述所有设备,采购成本仅为传统生产线的 50%-70%,以年产 1 万吨的化肥颗粒生产线为例,采用一体化设备可直接节省设备采购成本 20-50 万元。
同时,一体化设备无需额外配置设备间的衔接装置(如密封式输送管道),进一步减少了辅助设备的投入,降低了初期投资压力。
2. 空间成本:节省 40%-60% 的厂房占用面积
传统分步工艺中,多台设备需按 “造粒 - 输送 - 抛光 - 输送 - 干燥” 的流程排列,加上设备间的操作通道,通常需占用 100-200㎡的厂房空间;而一体化转鼓造粒机的机身长度仅为 6-12m(根据产能调整),占地面积仅为 30-80㎡,配合进料与出料的集中式设计,整体空间占用量仅为传统生产线的 40%-60%。
对于厂房租金较高的企业(如一线城市工业区,租金约 30-50 元 /㎡/ 月),采用一体化设备每年可节省空间成本 1.5-3 万元;若企业需扩建产能,一体化设备也无需额外增加厂房面积,仅需更换更大规格的转鼓即可,灵活性更高。
3. 运营成本:降低能耗与维护成本,提升生产效率
在运营阶段,一体化转鼓造粒机的成本优势更为显著:
能耗节省:传统生产线中,多台设备独立运行需消耗大量电能(如造粒机 15kW、抛光机 10kW、干燥机 20kW,总功率 45kW),而一体化设备通过能量协同设计(如利用干燥环节的余热预热进料),总功率仅为 25-35kW,能耗降低 20%-40%,按年运行 300 天、电价 0.8 元 / 度计算,每年可节省电费约 5-8 万元。
维护成本降低:传统生产线设备数量多,需定期对造粒机抄板、抛光机振动装置、干燥机加热管等部件进行维护,年维护成本约 3-5 万元;而一体化设备仅需维护转鼓、温控系统等核心部件,维护点减少 50% 以上,年维护成本可降至 1-2 万元。
生产效率提升:由于无需物料转运,一体化设备的生产连续性更强,单台设备的产能可达 1-5 吨 / 小时,与传统生产线相比,效率提升 30%-50%,在订单高峰期可快速响应需求,减少因产能不足导致的订单损失。
四、应用场景与实践效果:从实验室到工业化生产的验证
一体化转鼓造粒机的优势已在多个行业得到实践验证,尤其适用于中小型颗粒生产企业(年产 1-5 万吨),或对空间、成本敏感的生产场景。
以某有机肥生产企业为例,该企业原采用传统生产线,设备采购成本 80 万元,厂房占用 150㎡,年能耗成本 12 万元,颗粒损耗率 4%;改用一体化转鼓造粒机后,设备采购成本降至 50 万元,厂房占用仅 60㎡,年能耗成本降至 7 万元,颗粒损耗率降至 0.8%,综合年成本节省约 15 万元,投资回收期仅 2 年。
在矿产加工领域,某铁矿粉造粒企业采用一体化设备后,不仅减少了设备占地面积,还通过 “造粒 - 干燥” 连续加工,避免了铁矿粉在转运过程中吸潮结块的问题,颗粒合格率从传统工艺的 85% 提升至 98%,产品质量显著改善。
五、结语:一体化设计引领颗粒生产 “降本增效” 新趋势
转鼓造粒机的一体化设计,本质上是通过 “功能集成” 打破传统工艺的设备壁垒,实现 “以少胜多” 的生产模式革新。从技术层面看,它通过结构优化与系统协同,让造粒、抛光、干燥三大功能在同一设备内高效运转;从经济层面看,它从设备采购、空间占用、运营维护多维度降低成本,为企业创造直接经济效益;从行业层面看,它推动颗粒生产向 “紧凑化、高效化、低能耗” 方向发展,尤其符合当前制造业 “降本增效、绿色发展” 的趋势。
对于颗粒生产企业而言,选择一体化转鼓造粒机不仅是设备的更新,更是生产模式的升级 —— 它能在有限的空间与成本预算内,实现产能与质量的双重提升,为企业在市场竞争中提供核心优势。随着技术的不断迭代,未来一体化转鼓造粒机还将融入智能化控制(如 AI 参数调节、远程监控),进一步提升其适应性与经济性,成为颗粒生产领域的主流设备。
- 有机肥整条产线交钥匙工程_厂家上门安装调试2026-06-08
- 从粉碎、搅拌到造粒、烘干、冷却、筛分、包装,一条产线全搞定,省心2026-06-04
- 颗粒光滑!新型对辊表面处理技术,颗粒成品光滑圆润2026-06-02
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 规模化颗粒肥生产:大型抛圆机产量与选型参数2026-06-23
- 对辊造粒机_造粒机_有机肥造粒设备-华之强重工2026-06-22
- 有机肥加工全套设备都有什么?粉碎、搅拌、造粒、烘干、筛分、包装2026-06-18
- 木薯渣处理设备——木薯渣发酵有机肥2026-06-17
- 挤压压力与颗粒硬度关系:对辊挤压造粒机调试技巧2026-06-16