转鼓造粒机配套设备清单:从料浆制备到烘干冷却的全线设计
转鼓造粒机作为颗粒成型的核心设备,广泛应用于化肥、建材、冶金等多个行业。其全线生产流程涵盖料浆制备、造粒成型、烘干脱水、冷却定型、筛分分级及成品储运等关键环节,各环节配套设备的选型与协同设计直接决定了生产效率、产品质量及能耗水平。本文将以“料浆制备-造粒-烘干-冷却”为主线,系统梳理转鼓造粒机的全套配套设备清单,并阐述各环节设备的功能定位、选型要点及全线协同设计思路。
一、前置环节:料浆制备系统配套设备
料浆制备是转鼓造粒的基础,其核心目标是将固体原料、液体介质(水、酸、碱等)混合调配成固含量、粘度、流动性均符合造粒要求的料浆。该环节配套设备需实现原料储存、计量配料、混合研磨及料浆缓存等功能,确保料浆品质稳定可控。
1. 原料储存设备
用于储存固体原料(如磷矿粉、尿素、氯化钾、石灰石粉等)和液体原料(如硫酸、氨水、水等),避免原料供应中断,保障生产连续性。
固体原料仓:根据原料特性选择碳钢或不锈钢材质,配备料位计(雷达式、阻旋式)实时监测料位,避免满仓或空仓;对于易结块原料,需加装振动器或破拱装置,确保原料顺畅下料。仓容设计需结合生产规模,一般预留3-5天的原料储备量。
液体原料储罐:针对不同液体原料的腐蚀性选择材质,如硫酸选用玻璃钢或碳钢衬胶储罐,氨水选用不锈钢储罐,清水选用碳钢储罐。储罐需配备液位计、压力表、安全阀等安全装置,同时设置保温或冷却夹套(针对易结晶或易挥发原料),并预留排污口便于设备清洗。
2. 计量配料设备
精准控制各原料的配比,是保证料浆品质和最终产品质量的关键。需根据原料形态(固体、液体)选择对应的计量设备,确保配料精度符合工艺要求(一般误差≤±1%)。
固体原料计量:常用设备为螺旋给料机+电子皮带秤或定量螺旋输送机。螺旋给料机负责将原料仓内的原料稳定输送至计量装置,电子皮带秤通过称重传感器实时监测输送量,并反馈信号调节给料速度,实现定量配料;对于粉状原料,可选用失重式喂料机,计量精度更高,适用于小批量、高精度配料场景。
液体原料计量:采用计量泵(如隔膜泵、齿轮泵)配合流量计实现定量输送。计量泵具备流量可调功能,通过变频控制调节泵的转速,精准控制液体原料的输送量;流量计(电磁流量计、涡轮流量计)实时反馈流量数据,形成闭环控制,确保配料精度。
3. 混合研磨设备
将计量后的固体和液体原料充分混合,同时破碎原料中的结块,使料浆颗粒均匀、流动性良好。核心设备为搅拌罐和研磨机,部分场景需配备胶体磨进一步细化颗粒。
搅拌罐:配备高速搅拌桨(推进式、锚式、螺带式),根据料浆粘度选择搅拌形式(高粘度料浆选用螺带式搅拌桨,低粘度料浆选用推进式搅拌桨)。搅拌罐需设置夹套用于加热或冷却,调节料浆温度(一般控制在40-80℃,提升料浆流动性),同时预留取样口便于料浆品质检测。
研磨机:对于固体颗粒较大的料浆,需经研磨机细化颗粒,确保料浆粒径符合造粒要求(一般要求粒径≤100μm)。常用设备为球磨机、砂磨机,通过研磨介质(钢球、陶瓷砂)的撞击和研磨作用破碎颗粒,研磨后的料浆需经筛网过滤,去除未破碎的大颗粒。
4. 料浆缓存与输送设备
料浆制备完成后,需暂存于缓存罐中,平衡料浆制备与造粒环节的生产节奏,同时通过输送设备将料浆稳定输送至转鼓造粒机。
料浆缓存罐:配备低速搅拌桨,防止料浆沉淀分层;设置液位计监测料位,当料位达到上限时停止料浆制备,达到下限时启动制备流程,实现自动化控制。
料浆输送泵:选用耐腐蚀、无堵塞的离心泵或螺杆泵,根据料浆粘度和输送距离选择泵的型号。输送管道需选用耐腐蚀材质(如不锈钢、玻璃钢),并设置管道过滤器防止杂质堵塞管道,同时加装压力表监测输送压力。

二、核心环节:转鼓造粒机及辅助设备
转鼓造粒机是全线的核心设备,其功能是将料浆与返料(不合格颗粒)在转鼓内充分混合、滚动,形成粒径均匀的球状颗粒。该环节需配套返料输送、喷浆装置、传动系统及安全防护设备,确保造粒过程稳定高效。
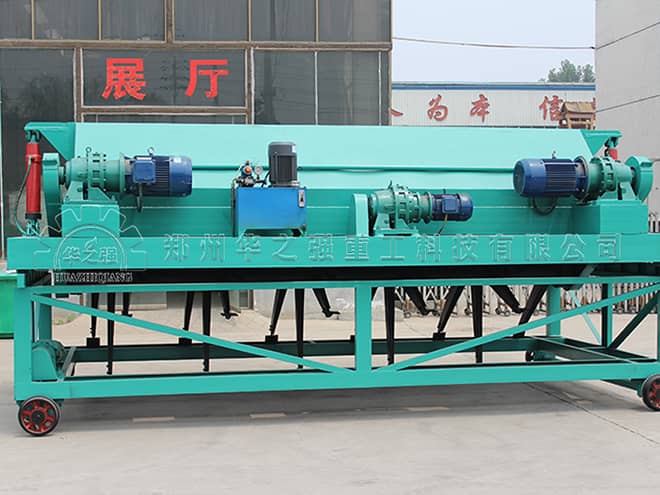
1. 核心设备:转鼓造粒机
主要由转鼓、托轮组、传动装置、挡料圈等组成。转鼓采用碳钢衬胶或不锈钢材质,内壁设有抄板,用于提升物料、增强混合效果;托轮组支撑转鼓,通过电机、减速机驱动转鼓旋转(转速一般为5-20r/min)。选型需根据生产规模确定转鼓规格(直径×长度),同时结合料浆特性调整抄板结构和转速。
2. 辅助设备
返料输送设备:将后续筛分环节产生的不合格颗粒(返料)输送至转鼓造粒机入口,与新料浆混合造粒,提高原料利用率。常用设备为斗式提升机+皮带输送机,输送过程中需设置磁选装置,去除金属杂质,避免损坏造粒机。
喷浆装置:将料浆均匀喷洒至转鼓内的返料床上,确保料浆与返料充分接触。核心部件为喷嘴,需根据料浆粘度选择雾化效果好、不易堵塞的喷嘴(如压力式喷嘴、离心式喷嘴);喷浆管道需设置伴热装置,防止料浆冷却结晶堵塞管道。
传动与润滑设备:包括电机、减速机、联轴器及润滑站。电机选用变频电机,可根据造粒效果调整转鼓转速;润滑站为托轮组、齿轮等运动部件提供润滑油,确保设备平稳运行,延长使用寿命。
安全防护设备:转鼓造粒机周围设置防护栏,防止人员靠近旋转部件;配备除尘装置(如脉冲袋式除尘器),收集造粒过程中产生的粉尘,避免污染环境并保障操作人员健康。
三、后置环节一:烘干系统配套设备
转鼓造粒机产出的颗粒(湿颗粒)含水量较高(一般为20%-30%),需经烘干系统去除水分,使颗粒含水量达到成品要求(一般为2%-5%)。烘干系统的核心是烘干机,配套设备包括热风炉、鼓风机、引风机、旋风除尘器等,需实现热风产生、湿颗粒烘干、尾气处理等功能。
1. 核心设备:烘干机
常用设备为转筒烘干机,其结构与转鼓造粒机类似,但内壁抄板设计更注重物料与热风的接触面积。湿颗粒从烘干机一端进入,在转鼓旋转过程中被抄板提升、洒落,与逆向流动的热风充分接触,实现热交换脱水;烘干后的颗粒从另一端排出。选型需根据湿颗粒产量、含水量及烘干要求确定烘干机规格,同时选择合适的热源(如燃煤、燃气、蒸汽)。
2. 热风供应设备
热风炉:根据热源类型选择燃煤热风炉、燃气热风炉或蒸汽换热器。燃煤热风炉成本较低,适用于大规模生产;燃气热风炉清洁环保,热效率高,适用于环保要求严格的场景;蒸汽换热器利用工业余热,节能降耗。热风炉需配备温度控制系统,确保输出热风温度稳定(一般为150-300℃,根据物料特性调整)。
鼓风机与引风机:鼓风机将冷空气送入热风炉,加热后形成热风送入烘干机;引风机负责将烘干机内的湿热尾气抽出,形成负压环境,促进热风循环,提高烘干效率。风机选型需根据烘干系统的风量和压力要求确定,同时配备变频控制,可根据烘干效果调整风量。
3. 尾气处理设备
烘干过程中产生的尾气含有粉尘和水蒸气,需经处理后达标排放。常用设备包括旋风除尘器、脉冲袋式除尘器和洗涤塔。旋风除尘器初步去除大颗粒粉尘;脉冲袋式除尘器进一步净化细小粉尘,除尘效率可达99%以上;洗涤塔用于冷却尾气、去除可溶性污染物,确保尾气排放符合环保标准。
四、后置环节二:冷却系统配套设备
烘干后的颗粒温度较高(一般为80-120℃),需经冷却系统降温至常温(≤40℃),避免颗粒结块、变质,同时便于后续筛分和储存。冷却系统核心设备为冷却机,配套设备包括引风机、除尘器等。
1. 核心设备:冷却机
常用设备为转筒冷却机、风冷式冷却机或水冷式冷却机。转筒冷却机与转筒烘干机结构相似,通过冷风与高温颗粒逆向接触实现冷却,适用于大规模生产;风冷式冷却机采用风机吹送冷风,直接冷却颗粒,设备结构简单、能耗低;水冷式冷却机通过冷却水间接冷却颗粒,冷却效率高,适用于高温、高湿度物料。选型需根据颗粒产量、温度及物料特性确定。
2. 辅助设备
引风机与除尘器:引风机将冷却过程中产生的热空气和少量粉尘抽出,确保冷却机内空气流通;除尘器(如脉冲袋式除尘器)收集抽出空气中的粉尘,避免污染环境。
卸料装置:冷却后的颗粒经卸料阀(如星型卸料器)排出,确保卸料顺畅,同时防止冷空气泄漏,保证冷却效率。
五、后续环节:筛分、储存与包装设备
冷却后的颗粒需经筛分分级,去除不合格颗粒(返料),合格颗粒则进入储存和包装环节,完成整个生产流程。该环节配套设备包括筛分机、成品仓、包装机等。
1. 筛分设备
常用设备为圆振动筛或直线振动筛,配备多层筛网(一般为2-3层),根据成品粒径要求调整筛网孔径,实现颗粒分级。筛上物为大颗粒(不合格),经返料输送设备送回转鼓造粒机重新造粒;筛下物为小颗粒(不合格),可直接作为返料或经研磨后再利用;中层为合格颗粒,进入后续储存环节。筛分机需配备振动电机、减震装置,减少设备运行噪音,同时设置防尘罩,防止粉尘飞扬。
2. 储存设备
合格颗粒储存于成品仓中,成品仓材质一般为碳钢或不锈钢,配备料位计、除尘装置和卸料装置。料位计实时监测仓内料位,确保储存量可控;除尘装置收集卸料和储存过程中产生的粉尘;卸料装置(如螺旋输送机、斗式提升机)将成品颗粒输送至包装机。
3. 包装设备
根据产品需求选择定量包装机,常用设备为全自动定量包装秤、半自动包装机。全自动定量包装秤可实现颗粒计量、装袋、封口、贴标一体化操作,生产效率高,适用于大规模生产;半自动包装机需人工辅助装袋,适用于小批量生产。包装机需配备称重传感器,确保包装重量精度(误差≤±0.2%),同时设置除尘装置,净化包装过程中产生的粉尘。
六、全线协同设计要点
转鼓造粒机全线设备的协同设计是保障生产高效、稳定运行的关键,需重点关注以下几点:一是产能匹配,各环节设备产能需统一(如料浆制备能力、造粒能力、烘干冷却能力需保持一致),避免某一环节成为生产瓶颈;二是自动化控制,采用PLC控制系统实现各设备的联动控制(如料位、流量、温度的实时监测与自动调节),提升生产效率,降低人工成本;三是能耗与环保,选择节能型设备(如变频电机、高效换热器),优化热风循环系统,减少能源消耗;同时完善除尘、尾气处理设备,确保达标排放;四是设备维护,合理设计设备布局,预留维护空间,选用易损件通用化的设备,降低维护成本。
七、结语
转鼓造粒机的全线生产是一个系统工程,配套设备的选型与设计需覆盖料浆制备、造粒成型、烘干冷却、筛分储存等全流程,同时兼顾产能匹配、自动化控制、能耗环保等核心需求。本文梳理的配套设备清单及设计思路,可为不同行业的转鼓造粒生产线建设提供参考。在实际应用中,需结合具体物料特性、生产规模及环保要求,对设备进行个性化优化,确保生产线高效、稳定、经济运行。
- 【发货实拍】直径2.5米转鼓造粒机发往山东复合肥厂2026-03-25
- 对辊挤压造粒机试机现场2026-03-10
- 对辊造粒机颗粒效果不达标的常见原因有哪些?2026-03-02
- 有机肥造粒产线发车现场2026-02-02
- 氯化铵对辊造粒机客户试机及造粒效果展示2026-01-08
- 买设备前为什么要先做物料分析?含水率、纤维度决定选型2026-05-22
- 发酵罐不用翻堆?密闭罐内搅拌也是翻堆的一种2026-05-21
- 水葫芦制有机肥:先压榨脱水还是先粉碎?顺序错了效率差一半2026-05-20
- 鸡粪产线vs牛粪产线:设备配置差在哪里?2026-05-19
- 造粒机:有机肥成品的“成型关键”,提升产品附加值2026-05-18